ブラスト加工は、見た目はシンプルでも、意匠金属としての完成度を狙うほど難易度が跳ね上がります。
特にハイエンド案件では「マットだからごまかせる」ではなく、むしろ光の差(濃淡)や下地ムラが露呈しやすくなります。
この記事では、鏡面・ヘアライン・#400・2Bなど下地別の注意点と、失敗を避けるための仕様設計・管理ポイントを、現場目線で整理します。
1. ブラスト加工は下地が命です。
意匠金属のブラスト加工は、単に「艶を落としてマットにする処理」ではありません。
本質は、下地の状態(平滑度・傷・ムラ・汚れ履歴)を均一に可視化することです。
つまりブラストは、下地の良い部分は上質に引き立て、下地の悪い部分は等しく露呈させます。
ここが、現場で「簡単そうに見えて意外と難しい」と言われる最大理由です。
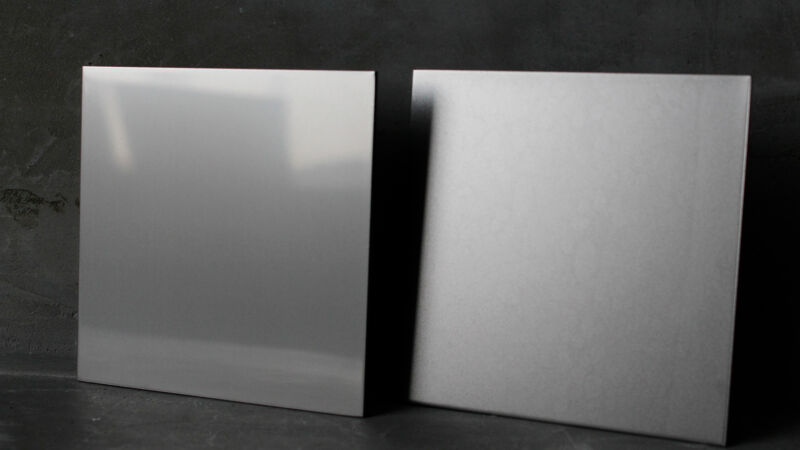
2. 最も美しい組み合わせ:鏡面 × ビーズブラスト
高品質なブラストを安定して狙うなら、最も有利なのは鏡面仕上げ材にビーズブラストを施す構成です。
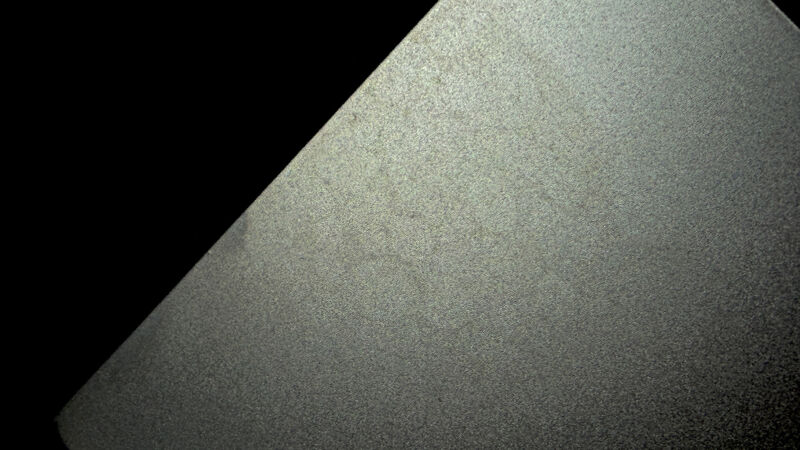
鏡面は平滑度が高く、微細な傷やムラが最小化されているため、ブラストによる微細凹凸が均一に形成されます。
結果として、光が均質に散乱し、“柔らかいのに輝きがある”独特の質感になります。
当社の呼称で言えば「シャインビーズブラスト」の領域は、まさにこの工程設計です。

鏡面 × ビーズブラストが強い理由
- 下地の凹凸が少なく、ブラストが「ムラを拾いにくい」
- 反射の“荒れ”が少ないため、上質なマット感に寄せやすい
- 照明条件(斜光・間接光)でも濃淡差が出にくい
3. ヘアライン下地で起きやすい“筋の残り”
ヘアライン材にブラストを施すと、下地のヘアライン方向が完全には消えず、陰影として残ることがあります。
これは不良というより、下地の方向性がブラスト後も“情報として残る”現象です。
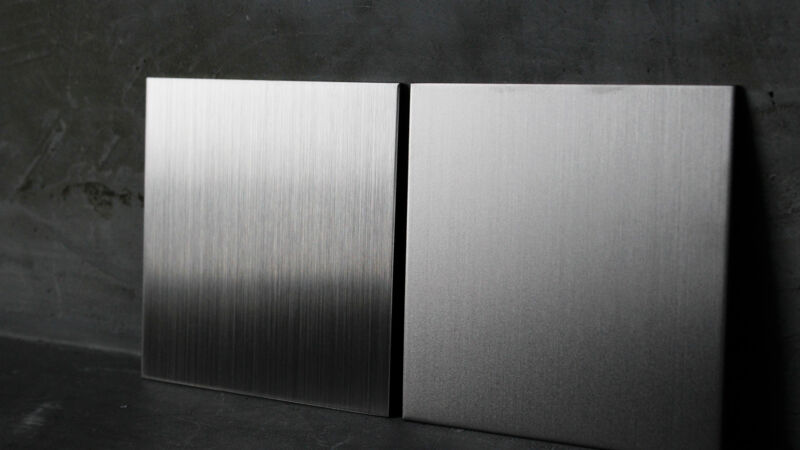
特に、パネルが大きい案件や、斜めから光が当たる内装では、筋が想像以上に目立つことがあります。
「均一なマット面」を狙う場合は、下地選定の時点で慎重な判断が必要です。
4. #400バフ下地で起きやすい“バフムラの強調”
#400バフは一見整って見えますが、現場ではバフ筋・バフムラ・圧の差が必ず存在します。
ブラストはこれを平均化するのではなく、むしろムラを面の濃淡差として強調することがあります。

ハイエンド案件で怖いのは「加工直後は気にならないが、施工後の照明で差が出る」ことです。
とくに大判パネル、連続貼り、曲面、間接照明では、微差が一気に見える化します。
5. 2B(酸洗)下地の“シミ・ムラ”が最大リスクになる理由
コストを抑える目的で、2B材(酸洗仕上げ)からブラストを行うケースがあります。
2Bの肌がきれいで、取り扱い履歴も良好であれば問題が出ないこともあります。
しかし、2Bは流通・保管・加工工程を経る中で、以下の要素が混ざりやすい材料でもあります。
- 3線ムラ(圧延・酸洗由来の筋・ムラ)
- 取り扱いムラ(擦れ、手跡、当て傷)
- 加工油・保護油の残留、拭きムラ
- 加工工程での微細な汚染(粉、ミスト、搬送跡)
これらは、2Bのままでは目立たなくても、ブラストをかけると反射率差(濃淡)として表面に現れ、
「シミのように浮いてきた」と認識されやすくなります。
下地の状態差が原因であることが多いため、材料選定と前処理が重要になります。
6. ハイエンド案件で必須の3管理(下地・洗浄・ロット)
(1)下地選定管理:何からスタートするかを先に決める
「鏡面から」「#400から」「2Bから」では、到達できる品質が変わります。
ハイエンド案件では、最初に狙う質感と許容できるリスクを決定し、下地仕様を確定させることが重要です。
(2)表面洗浄管理:脱脂の精度が“濃淡差”を左右する
ブラスト前の洗浄が甘いと、油膜や拭きムラが濃淡差として現れやすくなります。
特に2Bや流通材は、見た目がきれいでも表面に残留物があることが多いです。
(3)ロット内均一性管理:同一案件内での“揺れ”を潰す
圧力、距離、走査速度、ノズル角度、粒径、温湿度、材料ロット差。
これらのばらつきが、施工後に「隣同士のパネルの色が違う」という形で表面化します。
現場での管理指標(例)
- 材料入荷時:外観検査(筋・ムラ・擦れ)/油膜確認
- 前処理:脱脂工程の条件固定(洗浄剤、温度、時間、拭き工程)
- 加工:圧力・距離・走査速度の標準化/テストピースで当たり確認
- 検査:斜光・間接照明条件での見え方確認(“現場光”に近い評価)
7. お客様に分かりやすく伝える「仕様決め」
ブラストは“感覚的な仕上げ”に見えるため、仕様が曖昧なまま進むとトラブルになりがちです。
そこで、発注側・受注側が同じ言葉で合意するためのチェック項目を提示します。
仕様合意チェック(一例)
- 下地:鏡面/#400/ヘアライン/2B のどれか(混在は可否も明記)
- 狙う質感:マット度合い(しっとり/さらり/輝き残し等)
- 許容範囲:筋・濃淡差・微細シミの許容度
- 使用環境:屋内/屋外、照明条件
- サイズ:パネル寸法・枚数・連続貼りの有無(色差が目立つ条件か)
- サンプル:同材ロットでのサンプル承認
これらを最初に固めるだけで、後工程の“認識違い”は大きく減ります。
ハイエンド案件ほど、仕様の言語化は価値になります。
8. よくある誤解Q&A
Q1. マット仕上げだから、下地のムラは目立ちませんよね?
A. 逆です。マット面は光を散乱させるため、濃淡差が面として認識されやすい場合があります。
特に斜め光や間接照明では、下地由来の差が強く見えることがあります。
Q2. ヘアラインにブラストをすれば、筋は消えますか?
A. 消えない(残りやすい)ケースが多いです。ブラストは方向性を弱めることはできても、完全消去は難しい場合があります。
Q3. 2Bからブラストが一番安いので、それで綺麗にできますか?
A. 2Bの肌が綺麗で履歴も良好なら可能性はありますが、シミ・ムラのリスクは最も高いです。
ハイエンド品質を狙う場合、下地と前処理の管理が不可欠です。
溶接を行うと、確実に色ムラになります。
Q4. ブラストは設備があれば誰でも同じ品質になりますか?
A. なりません。圧力、距離、速度、角度、粒径、温湿度、材料履歴などが絡むため、意匠用途では経験値の蓄積が品質を決めます。
9. まとめ:静かな輝きを“設計”する
ブラスト加工は、単なる「艶消し」ではありません。
本質は、下地の状態を均一に可視化し、光の散乱を“設計”する技術です。
鏡面 × ビーズブラストが最も美しく安定しやすい一方で、
ヘアラインや#400では筋・ムラが残りやすく、2Bではシミ・濃淡差のリスクが大きくなります。
ハイエンド案件ほど、下地仕様の合意、洗浄・前処理、ロット均一性を徹底し、
サンプル承認を含めた“仕様の言語化”が成功の鍵になります。
ブラスト仕上げのご相談(例)
- 鏡面×ビーズブラスト(シャイン系)を狙いたい
- #400/ヘアライン/2Bからのブラストで、どこまで品質を出せるか知りたい
- 大判パネル・連続貼りで色差が出ない工程設計をしたい
仕様検討の段階から、下地選定・サンプル作成・承認条件の整理まで含めて、工程設計をご一緒させていただきます。
免責:本記事は一般的な技術情報の整理であり、材料の個体差・履歴・使用環境により結果は変動します